Introduction:
There are 2 main manufacturing processes used in the production of concrete paving units and these are…
- Wet Cast (also referred to as "Open Moulded")
- Hydraulically Pressed
Wet cast techniques are typically used to create fancy or decorative units that do not require high strength.
Hydraulic Pressing techniques are used to manufacture regularly sized items with a high strength or items that will be subjected to secondary treatments.
Both techniques rely on the plastic concrete being added to a mould, the concrete is then settled into place and curing (hydration) begins. At some point during the curing process the mould must be removed and is typically cleaned and re-used many hundreds or thousands of times.
The 2 techniques offer different benefits. Wet casting is a preferred option for small, local manufacturers as they can use the same basic machinery (a vibrating table) and a library of simple, low-cost moulds to produce a wide range of products. Hydraulic pressing allows the bigger manufacturers to churn out large quantities of high-strength products of a consistent quality, but a sizable dedicated production, curing and handling facility is required.
Pros and Cons of Wet Cast and Hydraulic Press Techniques
Wet Cast (WC)
Typical products: patio flags/slabs, fence posts, garden ornaments, statuary
- Simple technology and low cost set-up costs
- Allows production of a range of products using the same basic machinery
- Moulds are relatively cheap, polyurethane or ABS plastic
- Uses a wet concrete
Hydraulic Press (HP)
Typical products: block pavers, flags/slabs, road kerbs, walling blocks
- High strength products
- Consistent quality, often monitored to ensure compliance with national/international standards
- Products can be ready for shipping in under 48 hours
- Uses a semi-dry concrete and therefore minimises water consumption
- All faces are moulded
- Product dimensions can be highly accurate
- Lower strength, compared to HP products
- Variable quality – national/international standards virtually non-existent
- Usually at least 7 days from moulding to marketplace
- Products always have one unmoulded face, although this may be hand-finished
- Product dimensions cannot be guaranteed due to variable settlement of concrete
- Expensive set up, well in excess of £1million
- Dedicated machinery usually required to manufacture different products
- Moulds are high-grade steel and relatively expensive
Wet Cast Production
A comparatively wet concrete is prepared, usually in a batch process to ensure consistency. Small mixing machines, known as batch plants are used to combine pre-determined quantities of sand and coarse aggregate with a precise weight of cement and then the lot is mixed with water and additives to produce the concrete. Additives may include plasticisers, dyes, accelerators to hasten hydration, efflorescence inhibitors, reinforcing fibres and release agents.
The mixed (batched) concrete is then placed into the flexible moulds (which may be held firm within a mould liner) and levelled off with a rake or similar.

Image courtesy of Armcon Ltd

Vibration is then used to settle the concrete, filling any small voids, ensuring close contact with the mould detail and forcing any small air pockets/bubbles to the expelled via the open top surface (which will become the base of the finished item). The most common source of vibration is a vibrating table, a large flat surface mounted over an oscillating motor that vibrates at high frequency. The concrete-filled moulds are lined up on the table and vibrated for a period before moving on to the flat storage stage.
Because the wet concrete will find its own level within the mould after vibrating, the thickness of cast units can vary from one end to the other, especially if not stacked correctly during the curing process. This variation in thickness can cause problems for the laying contractor when it comes to installation, as described on the Laying Flags page.
Although some wet cast products are initially stored in a heated curing room, many smaller manufacturers use a simple covered storage area. The filled moulds are allowed to stand on horizontal racks for 48 hours or so to allow initial hydration of the concrete until it is reasonably hard. Full curing/hydration of a concrete is generally accepted to take 14-28 days, but the use of accelerators and enhanced curing conditions allow the moulds to be manually removed as soon as 48-72 hours after casting.

At this stage, the products have 'set' but are only partially cured and need to be stored for at least 7 days to achieve a sufficient degree of strength to be sold as fit for use. Once released from the moulds, the products are re-stacked, often with cheap timber spacers between adjacent units to allow any further retained moisture to escape. Eventually, the products can be palletised and banded or shrink-wrapped, in preparation for transport to the Builders' Merchant or site.
Most wet cast production is only semi-automated and relies on a couple of operatives to supervise operation of the machinery and move the products from stage to stage. Also, because many manufacturers have limited storage space, production might be limited to just a few hours each week, manufacturing just sufficient units to maintain stock levels.
Larger companies with significant investment in the wet-cast business have developed the technology to new levels and are able to produce multi-toned units by careful blending of differently coloured concretes, and they usually have their own 'unique' moulds, rather than rely on the generic moulds used by smaller manufacturers.
Other Wet Cast Landscape Products



Hydraulic Press Production
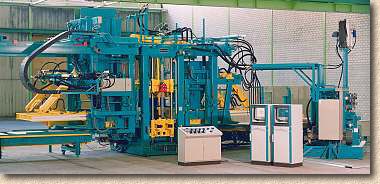
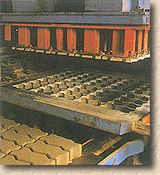
The concrete used for hydraulic press manufacture is batch-prepared with a minimal water content (see w/c ratio ) as this gives best handling characteristics and results in a high-strength concrete. The concrete is delivered into the steel moulds and levelled out, usually by means of a rake mechanism. The surplus concrete is removed and then a hydraulically-operated vibrating press descends, compressing the concrete and squeezing out any excess water. Compaction is so effective that the moulds can be removed and re-used immediately, leaving the moulded concrete units intact. The products, already quite firm and solid to the touch, are then carried on a transfer pallet into an automated curing chamber.
With pressed flags and kerbs, a filter paper is used to line the steel moulds and this helps retain the matrix of the concrete whilst allowing the excess water to escape. The paper is left in place whilst the newly-pressed products are removed from their mould and set aside (very carefully!) to cure. If you've ever wondered why there are scraps of paper stuck to your flags and kerbs, now you know! The moulds used for BS Flags and Kerbs tend to be plain, with a "pimple" texture. For smaller products, such as block paving, special moulds that do not require a filter paper are often used.

Because the pressing process is entirely automated, manufacturing costs are lower and the final sizes of each product can be tightly controlled, making it much easier to comply with the requirements of the relevant British Standards .
The manufacturing process actually consists of a number of linked machines and systems, and different plants will feature different machines, but the general layout involves the following steps:
- concrete batching
- moulding and pressing
- curing
- optional secondary processing
- packaging
Homogenous and Face Mix Products:
It's worth noting that there are two distinct manufacturing techniques that use the hydraulic press process. In the UK, most blocks and flags manufactured via a hydraulic press are consistent units, that is, they consist of one, homogenous portion of concrete - the concrete at the base of the unit is the same as the concrete at the top of the unit.
However, in continental Europe, and also in Ireland, much of the production is termed 'Face Mix'. In these products, two different concretes are used: a base mix of low-cost, no-frills concrete with an 8-10mm thick top layer, or Face Mix, of a high-spec concrete.
The benefits of this method are that the expensive components of the product, namely the dyes, specifically selected fine aggregates and a high cement content, are used only in that part of the paver that is actually seen, that is, the uppermost face.

The manufacturing process is amended slightly for production of a face-mix product. First of all, separate batch plants are required - one for the base mix and one for the face mix. The base mix concrete is batched using low cost aggregates, whatever is available locally at a keen price, which might be recycled materials or even industrial by-products, and this is mixed with cement, PFA or a combination to create a concrete that meets the requisite strength standards.
The base mix is placed into the mould and lightly pressed/vibrated so that the top of the compressed concrete is lower than the top of the mould. Immediately following this pressing, the face mix is added on top of the compacted base, and the whole is compressed and vibrated yet again. As the face-mix is appied directly on top of the still-plastic base mix, there is no construction joint: the paver is a composite whole. Once the face-mix has been added and compacted, the paver moves on to the subsequent stages of manufacture, as described earlier.
Just why Face-mix products are not popular in Britain is a bit of a mystery. It makes sense to spend the money on the part of the paver that is on show, rather than spread it through 50-100mm of paver that will never be seen by the general public. Maybe the changes in taxation of primary and secondary aggregates in the UK will persuade the manufacturers to move over to face-mix style products - they certainly have the capability, as several of the UK's largest producers already have face-mix capable machinery in place, but have it adapted to produce homogenous blocks and flags!
Curing and Packing
Over recent years, many technological developments have been made with curing chamber systems, and a modern chamber will offer carefully controlled temperature and humidity, while the top-of-the-range chambers may use steam and/or a carbon dioxide (CO 2 ) rich atmosphere to further improve the end products, as this is said to reduce the incidence of efflorescence and unit shrinkage. Indeed, proper and effective curing is reckoned to be the key to production of high quality units.
The products progress through the curing chamber via a Rack Transfer System which can be thought of as a slow moving conveyor, where individual pallets of pavers gradually progress through the curing chamber over a number of hours so that continuous production is maintained and adequately cured products emerge from the chamber ready for final packing and shipping or to progress to a secondary processing facility.

Block Pavers and Flags are usually bundled into packs containing roughly 1 tonne of product, secured with steel-bands and additional plastic wrapping that is often badged with the manufacturers logo. Kerbs and edgings are typically bundled into packs of 10 or 25 units, with steel bands and badged wrapping as appropriate.
Other Pressed Paving products


